KF3-160精密缝焊控制器
KF3-160 精密缝焊控制器是根据市场的需要而专门设计制造的低成本高精度高可靠性的气动焊接控制设备,可以适用于电焊网片、异性标准件、各种零配件的单头及多头气动点焊、缝焊,更适用于普通焊接设备的技术改造,以提高焊接性能达到工件的焊接技术工艺要求,该控制器能够实现压紧、焊接、维持、休止四个焊接控制过程的基本焊接规范,因为采用气动加压方式,焊接压力稳定且调整方便,程序式的控制方式能充分保证焊接工件的一致性,与普通脚踏加压方式的焊接设备相比能降低生产者的劳动强度,加之具有焊接能量和焊接时间的精确设定与精确控制,能够满足大多数用户的基本焊接规范要求,当用户对控制器有更高的技术要求时可以选用 KF4-250 、 KF5- 250 等型号的控制器。
一 主要特点:
1 、该控制器采用微电脑控制,其核心控制部件采用美国Microchip公司的 CMOS 低功耗单片机芯片 PIC16C73A-04/SP,此芯片能够完成各个程序段的时间设定、焊接能量的设定及控制、电网电压的自动检测与补偿、电磁阀的驱动控制、可控硅的移相触发信号产生和各个程序工作状态显示等主要工作。具有电路简洁、性能优良、功能完善、耗电极少的特点,达到了国外九十年代中期的技术水平。
2 、该控制器结构轻巧,安装使用维修方便,除控制电源变压器及面板元器件外全部元件均焊装在一块电路板上,所有元器件均为进口或合资军工厂的产品,元器件质量有保证,货源充足通用性强,可以保证用户的控制器在较长的时间里不会因为元器件的损坏而被淘汰报废。
3 、该控制器由于采用计算机进行优化设计,并且使用了高质量的元器件组成控制核心,因此具有控制精度高、抗干扰能力强、工作可靠性高、可长期连续工作的特点,因为采用数字式同步时间控制, 焊接时间的误差仅仅决定于电网频率,周波误差为零。
4 、具有电流补偿功能,当电网电压在额定值± 10% 波动时,本控制器有自动补偿的能力,电流变化范围不大于± 4%,因此可进一步提高焊接质量。
二 主要技术参数:
电源电压:单相 380 ± 10% V 50 H Z
允许电源变压器容量: 160 KVA
焊接能量调节范围: 10 % - 95 %
压紧时间调节范围: 0.1-4.00S
焊接时间调节范围: 0.02-3.98S
维持时间调节范围: 0.10-4.00S
休止时间调节范围: 0.10-4.00S
额定负载持续率: 60 %
额定消耗电能: < 8 VA
驱动电磁阀线圈带负载能力: >2A
电磁阀线圈允许最高电压: 220V
控制输出带负载能力: >1.5A
控制输出极限能力: >1.5 A
外形尺寸: 长 250mm×宽 185 mm× 高80 mm
质 量: 1.85 Kg
三 安装及使用说明:
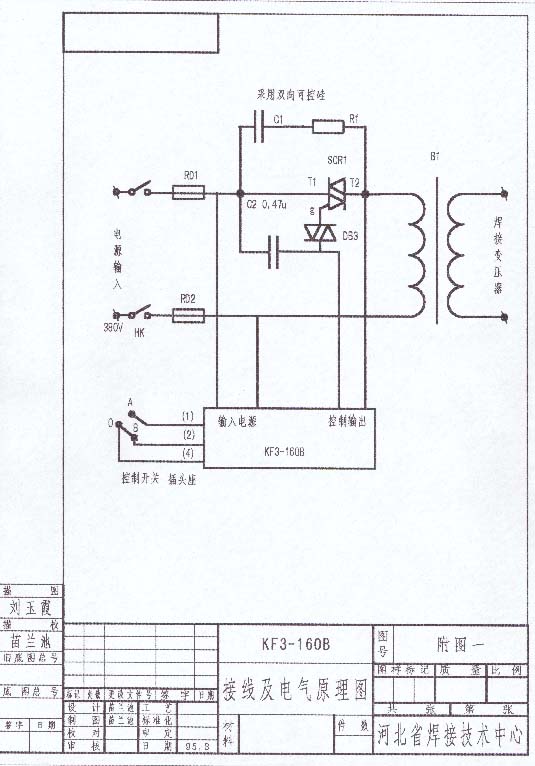
1 、安装时将 380V(或 220V) 电源接在控制器后面的电源输入端,其标记为0V,220V,380V,接线时千万不能将380V电压电源线拧再20V 接线端上。控制输出端的标记为CF、CF,分别接在可控硅触发控制端上,因为使用可控硅方式的不同,请参考附图 1 、附图 2 的接线方式进行接线。电源线与控制输出线都是高压电源,最好采用双护套的双绞线。
2 、将控制开关连接到控制器后面接线端标记为K,K的接线位上,因电压较低可用单护套线连接。
3 、电磁阀的连线请参考附图 1 的示意进行连接,过零触发控制驱动输出端的标记DF,DF,电磁阀的线圈控制电压应于外接控制变压器的输出电压相符,当焊接设备为 380V 电源电磁阀的线圈电压为220V 吸合功率小于 0VA 时,可以使用控制器本身地20V 端子作为电磁阀供电电源,这样可以节省一个控制变压器。
4 、接通主电源打开控制器的电源开关,电源指示灯应发亮,按下控制开关后压紧、焊接、维持指示灯应按设定依次点亮,达到延时时间后熄灭。该控制器共有三种焊接方式: a 连续行走连续焊接; b 连续行走断续焊接; c 断续行走断续焊接。用户应该根据焊接工件的焊接工艺要求进行选择和调查,调整选择转换开关在控制器的背面面板上。按下控制开关,压紧指示灯亮同时控制气动元件及电动机动作(行走指示灯同时亮),当达到预定时间后进行焊接,此时焊接指示灯亮,如果选择断续焊接该指示灯会断续闪亮,如果同时选择断续行走,焊接指示灯与行走指示灯会交替闪亮,如果焊接与行走的时间调节由面板上的焊接时间及休止时间钮进行,工件焊接完毕后松开控制按钮开关,焊接设备先停止焊接,当达到预定的维持时间(保持时间)后控制气动元件回位,电动机停止运行。
5 、根据焊接工件的大小确定焊接工艺规范,然后分别调节各程序段的定时长短及焊接能量大小进行试焊,在没有把握的情况下首先应该把工作调试选择开关扳到调试位置,按下控制开关进行试动作,压紧时间、维持时间、休止时间应选大些,逐渐再往小里调节,然后把选择开关搬到工作位置,选择比较小的焊接能量及较短的焊接时间,以避免因选择的参数太大而损坏工件, 然后根据焊接工件的情况逐渐增大焊接规范, 直到达到工件的焊接工艺要求后再批量正式焊接,才能保证整批焊接工件的产品质量。
四 使用注意事项:
1 、尽管该控制器可以在320V-450V 的宽电源范围内能够正常工作,但是为了确保焊接能量的控制精度, 一般希望电源的偏差以不超过±10%为宜,除非用户对控制精度的要求不是很严格的情况下允许电网电源有更大的偏差。
2 、接入控制器的电源线必须与主焊接变压器的电源接在同一个相序上, 即控制器的电源和主变压器的电源都应该接在同样一对电源线上,千万不能接错线,否则控制器将不能正常工作。
3 、焊接过程中不能调节能量调节旋钮和定时选择拨盘开关,在需要调节时应缓慢调节,不能用力过大过猛过快,否则容易损坏调节元件影响用户正常的使用。
4 、电源输入线和控制输出线允许不分极性随意接线,但是电源输入线和控制输出线两者之间绝对不允许接错线,更不允许接混接乱了线,否则极易损坏控制器和大功率可控硅,给用户造成不可挽回的经济损失。
5 、控制器后面板上的保险管是为安全而考虑设置的,用户应选择 0.5A 5 × 20 的保险管作为备用,不能随意加大和用铁丝及铜丝来代替使用,否则不能起到应有的安全保护作用。
6 、因为使用的焊接变压器的功率大小不同、功率因数不同、制造结构不同等诸多原因的影响,控制器在出厂时调整的个别参数可能有差异,请参照随本资料一起附带的 WE7304 缝焊专用集成电路使用说明书进行调整,主要是对W5电位器(线路板上未封漆的一个可调电阻)进行整定,它调整的原则是在电网电压最低功率因数最小而焊接电流最大时,焊接变压器高压侧或者可控硅回路中不能有明显的直流分量。
7 、焊接时间面板上标注的单位为周波数,例如焊接时间调整为015,实际焊接时间为0.30秒,即 15 个周波。最长的焊接时间为3.98 秒(199 个焊接周波),当输入的数据超过199时百位数无论是几均作 1 处理(0除外),此点必须引起注意。
8 、当控制器因为受到外界干扰时,有可能导致焊接性能不佳或者失控,此时应关闭电源开关,大约一分钟后再开机应正常工作。当电源供电不足导致焊接时电压跌落,更有可能使控制器工作不正常,此时应先解决电源的供电问题,才能保证控制器可靠稳定工作。
9 、当控制器出现不能正常工作时,请首先检查电源指示灯是否发亮,当电源指示灯不亮时应该检查电源是否有电、电源线是否接好、电源开关是否接通、保险管是否熔断;当电源指示灯正常时应检查控制输出线是否松动、控制开关及屏蔽电缆组件是否有故障、定时开关位置是否正确、大功率可控硅及主焊接变压器是否有故障,当排除以上可能产生的故障原因后仍不能正常工作,则为控制器内部的故障, 用户应及时通知生产厂家的工程技术人员或者找有资格专业人员进行检修,在没有合格之专业人员又无维修能力的前提下请勿自行随意查修,以免扩大故障范围给用户造成更大的经济损失。
五 随机配件:
1 、 KF3-160 控制器 1 套
2 、保险管 4 只
3 、 KF3-160 使用说明书 1 份
4 、 WE7304 专用集成电路使用说明书 1 份(非必备品)
产品图样: